Ladda ner presentationen
Presentation laddar. Vänta.

1
Japansk produktionsfilosofi - bakgrund
Johann Packendorff

2
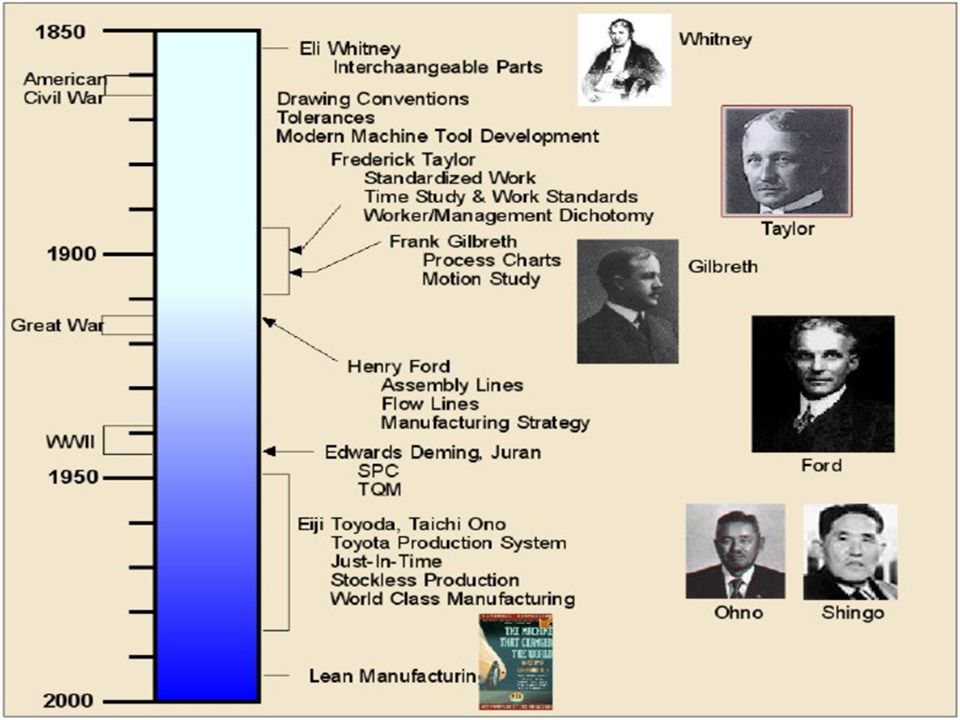
Craft Manufacturing Late 1800’s
Car built on blocks in the barn as workers walked around the car. Built by craftsmen with pride Components hand-crafted, hand-fitted Excellent quality Very expensive Few produced

3
Mass Manufacturing Assembly line - Henry Ford 1920s
Low skilled labor, simplistic jobs, no pride in work Interchangeable parts Lower quality Affordably priced for the average family Billions produced - identical Time & Motion studies - Fredrick Taylor Interchangeable parts - Eli Whitney

4
Lean Manufacturing Cells or flexible assembly lines
Broader jobs, highly skilled workers, proud of product Interchangeable parts, even more variety Excellent quality mandatory Costs being decreased through process improvements. Global markets and competition.

6
I hög grad filosofi Förvisso praktiskt användbart, eventuellt till skillnad från filosofi… Konkreta aktiviteter för att sänka produktionskostnader, reducera ledtider …men… Framförallt ett tankesätt kring produktion

7
”Det japanska undret” Efter kriget: Japan ett låglöneland med låga räntor Fria fackföreningar krossades m h a amerikanska ockupationsmakten Starkt amerikanskt inflytande Kapitalbrist i banksystemet innebar tung roll för MITI och riksbanken Samverkande industrigrupper (keiretsu)
")
8
Omorientering under 50-talet
Arbetskraftsbrist Förnyelsekrav från anställda Lojalitet ett nyckelord i effektiviseringen Livstidsanställning – åtminstone för en del Anställningen – en livsstil 1985: Japanska arbetare bland de mest missnöjda i världen!

9
Några huvudpunkter Kvalitet Flexibilitet Ansvar Mångkunnighet
Hushållning med resurser (ekonomi) Behov har företräde gentemot plan
 Behov har företräde gentemot plan.")
10
Den stora kvalitetssatsningen
Regeringsinitiativ inspirerat av nollfelsförsök i USA Idégivare: Juran och Deming Utbildningsprogram: Alla måste ta kvalitetsansvar! Kvalitetscirklar ett sätt att få arbetarna att ta detta ansvar Cirkeldeltagarna utbildades i förbättringsarbete Alla förslag lämnades vidare i förslagsverksamheten

11
Kvalitet Stickprov eller 100% kontroll
Vad är kvalitetsgranskningens funktion? Kassation? Information? Fel är inte acceptabla och källan skall elimineras -> 0-fel principen Poka Yoke – Eliminera oavsiktliga misstag Succesiv inspektion Självinspektion Inspektion vid källan

12
Total kvalitet En ständig strävan mot perfektion i allt som händer i företaget (kaizen) Eliminering av buffertar - hålla ned kostnader för lagerhållning - synliggöra ineffektivitet Öppenhet och kontrollerbarhet (panopticon)
")
13
“Anything that adds Cost
Waste “Anything that adds Cost to the product without adding Value” Who decides what is valuable? ---->>> Customer

14
7 Forms of Waste Types of Waste CORRECTION MOTION WAITING PROCESSING
Repair or Rework Any wasted motion to pick up parts or stack parts. Also wasted walking Any non-work time waiting for tools, supplies, parts, etc.. Types of Waste PROCESSING OVERPRODUCTION Producing more than is needed before it is needed Doing more work than is necessary Discuss each Ask for examples of each type from different work areas at Cedar Works. Transition to Mercury Marine video. After video, tee up introduction of Cedar Works Production System and Lean Manufacturing. “So what do you think it will take for Cedar Works to steadily eliminate waste, or NVA from their operations?? Discussion INVENTORY CONVEYANCE Maintaining excess inventory of raw mat’ls, parts in process, or finished goods. Wasted effort to transport materials, parts, or finished goods into or out of storage, or between processes.

15
Reduktion av Spill Process Avsyning så att fel ej uppkommer
Poka Yoke -> 0 avsyningsarbete -> 0 fel Layout -> reduktion/eliminering av transporter Synkronisering av maskiner -> 0 lager Förebyggande underhåll/ felindikation -> reduktion/ eliminering av maskinhaverier 0 Fel -> 0 Kassation -> 0 Reservlager

16
Reduktion av Spill Operation SMED (Single Minute Exchange of Die)
Mekanisering av införsel Smörjning -> självsmörjning, oljefri behandling, ”magic cut” Spånavskiljning - > automatisering

17
Lagerfri produktion Varför ”nödvändiga” lager i processen
Variationer i efterfrågan Balansering mellan processer Varför ”nödvändiga” lager i operation Maskinhaveri Kassation Kompensation för långa ställtider

18
Effektiviseringskrav för lagerfri produktion
Minskning av haverier och kassationer Reduktion av ställtider -> orderstorlekar Anpassa tillverkning till variation i efterfrågan

19
Kundorderstyrning Fluktuerande behov
Istället för lager -> fluktuerande kapacitet Extra arbetskraft, Övertid, Skiftomläggning Utbildning, Renoveringsarbeten Förutsätter att operatör kan tränas på mycket kort varsel -> Toyota 3 dagar -> Hög Poka Yoke

20
Kundorderstyrning Vs planering
Prognosbaserad planering av kommande behov …men… Kundorderstyrd tillverkning Planen förbereder/förvarnar tillverkning/ leverantörer Tillverkning/Köp görs enligt Kanban ”Sug” istället för ”Tryck” i produktion

21
Kanban Visuell produktions- och transportstyrning
Operationskanban, Transportkanban Reglerar hur många produkter som är i tillverkning resp. transport Beställningar ”suger” produktion bakåt i kedjan

22
Implementeringsproblemet
Effektivisering i dramatisk skala kräver stora investeringar och genererar ofta initialt stora kostnader. Effekterna kommer på sikt Dramatiska förändringar kräver kontinuerligt engagemang och stöd, inte minst från högsta ledningen

23
Toyota-modellen Slog igenom efter oljekrisen 1973
Syfte: Effektiv tillverkning av mångvariantsprodukter Fleroperationsmaskiner i produktgrupper Toyota-modellen: - eliminera spill - satsa på total kvalitet - informera och förbered de anställda Taichii Ohno Shigeo Shingo

24
Ledningsprinciper, kultur verktyg, processer, organisation
Osynligt: Ledningsprinciper, kultur Synlig arbetsledning Visuell planering och problem- lösningsprocesser Synligt: verktyg, processer, organisation Kaizen Organisation för kontinuerlig förbättring Standardiserat arbete Arbetsschema & finplanering Just-in-Time processer Kanban Förändra attityder Genom större ansvar och lyssnande ledning Besegra traditionella kompromisser Förneka ej ställda krav

25
En ny roll för de anställda
Nollspill och total kvalitet innebär nollslack – elasticiteten måste arbetarna stå för Arbetarna skall vara högt utbildade Arbetarna skall kunna flera olika operationer Arbetarna skall vara tidflexibla (tvåskift gav möjlighet till skiftförlängning vid behov)
")
26
Flödet som organiserande princip
Just-in-time – flödet skall styras så att alla lager, förråd och buffertar blir onödiga Rätt komponent skall finnas på rätt plats vid rätt tidpunkt i rätt kvantitet Pull-principen: Marknadsbeställningar som skickas vidare bakåt i produktionskedjan styr, ej produktionsplaneringen Bygger på övertidsarbete, förmansreserven, kvalitetscirklar och bonusklasser

27
Dagens Toyota-fabrik Låg medelålder, bättre arbetsmiljö
Elva minilinjer om 100 m bildar tillsammans en monteringslinje Mellan varje minilinje en buffert om 3 bilar (motsvarar 3,5 minuter) Varje minilinje kontrolleras av ett team om 15 arbetare och 1-2 förmän Primär arbetsstation och arbetsrotation Byte av minilinje efter fem års erfarenhet Betydelsen av kvalitetscirklar nedtonad till förmån för satsning på produktutveckling
 Varje minilinje kontrolleras av ett team om 15 arbetare och 1-2 förmän. Primär arbetsstation och arbetsrotation. Byte av minilinje efter fem års erfarenhet. Betydelsen av kvalitetscirklar nedtonad till förmån för satsning på produktutveckling.")
28
Kvalitetsfrågor i dag Kvalitetssatsningar kräver uthållighet och resurser Många kvalitetssatsningar misslyckas Flera företag som lyckas får ändå svårigheter Nyckelfaktor: Företagsledningarnas långsiktighet

29
Kvalitetsarbetets nya förutsättningar
Från statistisk processkontroll till kundservice ISO kräver ej ständiga förbättringar - förbigår anställdas kunnighet - nämner ej kundtillfredsställelse

30
Underhåll En förutsättning för hög tillgänglighet och beläggning
Operatören har individuellt ansvar, skall försöka avhjälpa enklare problem Stab av underhållspersonal för svårare fel Automatiska felvarningssystem Dagens Toyota: 10% underhållsarbetare

31
Underleverantörssystem
USA och Europa: Single sourcing Japan: Hierarkiska system av flera underleverantörer Benchmarking

32
Benchmarking Systematiskt jämförande av egna funktioner med andra liknande Processjämförelse snarare än produktjämförelse Intern benchmarking Konkurrentbenchmarking Best practice

33
…och hur gick det i Japan?
Eftersläpning på IT-området samt frånvaro av entreprenörskap innebar nedgång 1993 Omfattande undersysselsättning i företagen ”Export” av enklare arbetsuppgifter till t ex Korea Övertidsneddragningar och fabriksstängningar Amerikansk industri framgångsrik under senare delen av 90-talet Amerikanska och europeiska biltillverkare tog över delar av japanska bilföretag

34
…och vad hände med Toyota-modellen?
Missnöje bland personalen Hög personalomsättning Låg andel kaizen-arbete bland förmännen Ifrågasättande av automation Europeisering av arbetsförhållandena Nysatsning på teknikutveckling Vidareutvecklad produktutveckling Accepterande av låglöneoutsourcing

Liknande presentationer












>")




 SSADM (1981) SSM (1966)RUP (1998) Ethics (1985) Agile (2001)>")

