Ladda ner presentationen
Presentation laddar. Vänta.

1
Produktionsformer Johann Packendorff

2
Manufacturing process types
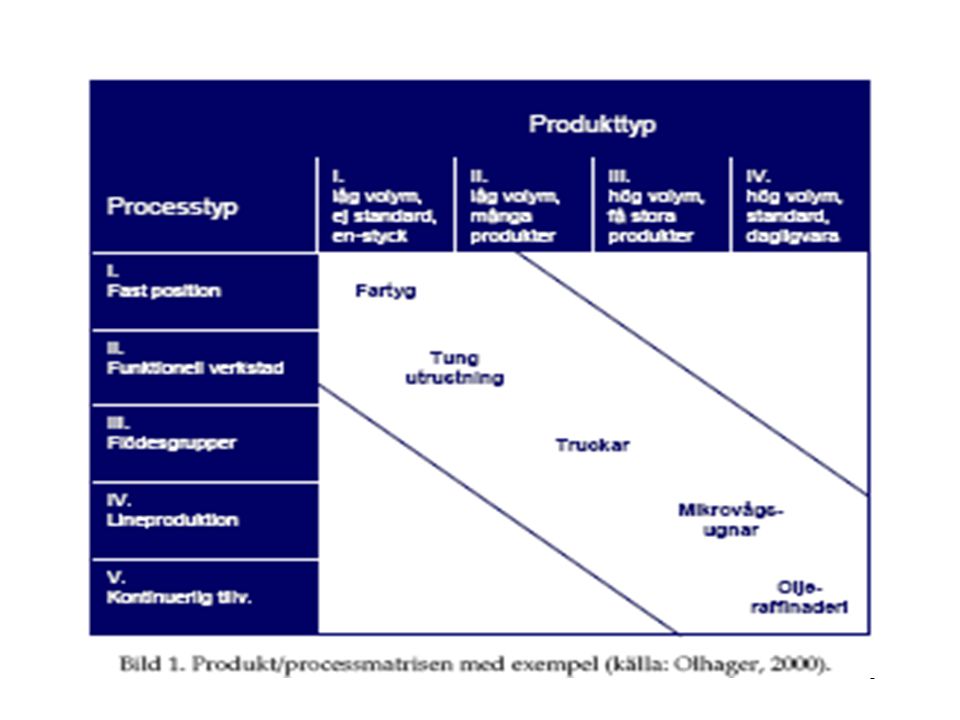
Service process types High Project High Professional service Jobbing Service shop Batch Variety Variety Mass Mass service Contin- -uous Low Low Low Volume High Low Volume High

3
Woodwards tre typer Massproduktion (Vitvaror, bilar, datorer, mobiltelefoner) Processproduktion (papper & massa, petrokemi, stål) Enstycksproduktion (byggnader, anläggningar, fartyg, stationära motorer, turbiner, flygplan, även hantverks- och lyxvaror)
")
4
Manufacturing process types
Service process types High Project High Professional service Jobbing Service shop Batch Variety Variety Mass Mass service Contin- -uous Low Low Low Volume High Low Volume High

6
1. Massproduktion Konvergerande produktion En fas (fast)
Många underleverantörer Personalintensivt Aldrig site-montage Ofta konsumentprodukter Tillverkning/montering centralt

7
Före massproduktionens tidevarv
Jordbruket dominerande Hantverksmässig eller ”projektbaserad” produktion Tillgången till kraftkällor avgörande Ont om arbetskraft i städer

8
Den industriella revolutionen
Effektiviserat jordbruk Effektiviserad gruvdrift Ångmaskinen blev till kraftkälla och därmed transportmedel Spatial samlokalisering möjlig Gott om arbetskraft

9
Problem i det sena 1800-talets fabriker
Erfarenhetsbaserad produktionsstyrning Yrkeskunskap styrde arbetsdelning och specialisering Ogenomtänkt layout Undermåliga arbetsförhållanden Bristande produktutveckling

10
T-Forden Lanserades 1908, hantverksbyggd
Marknadsfördes mot bönder (gemene man) Successiv utveckling och marknadspenetrering 1913: Det löpande bandet
 Successiv utveckling och marknadspenetrering. 1913: Det löpande bandet.")
13
Förutsättningar ? Konsekvenser ?
Löpande bandet Förutsättningar ? Konsekvenser ?

14
Principer för det löpande bandet
Analytiskt tillvägagångssätt Standardisering av produkten Specialisering av operatörerna Arbetsdelning (beordrad) Flödesinriktad layout (fysisk förflyttning gav automatisk arbetsorder) Monteringsband och hängtransportörer Detaljplanering av råvaror och personal Reglerade arbetstider (8 timmarsdagar)
 Flödesinriktad layout (fysisk förflyttning gav automatisk arbetsorder) Monteringsband och hängtransportörer. Detaljplanering av råvaror och personal. Reglerade arbetstider (8 timmarsdagar)")
15
Konsekvenser Kostnads- och prisreduktion med 2/3
Ingen yrkesskicklighet behövdes => halverade löner Personalomsättningen reducerades med 9/10 Lärkurvor innebar successiva förbättringar under flera år

16
Ytterligare utveckling vid Ford
Integration bakåt – säkrad råvarutillförsel Kapitalbindning i olika mellanlager minskades Total genomloppstid järnmalm-kontanter i bilhallen sänktes till 50 timmar Marknaden vek, ny modell (A-forden) ej lika populär, kunderna krävde större anpassning Ford förlorade sin ledande ställning i bilbranschen i slutet av 20-talet.
 ej lika populär, kunderna krävde större anpassning. Ford förlorade sin ledande ställning i bilbranschen i slutet av 20-talet.")
17
En teoretisk parallell: Taylor
1911: Scientific Management Det finns ett bästa sätt att utforma produktion Man skall gå strikt vetenskapligt tillväga Rätt man på rätt plats Samarbete inom företaget

18
Rationaliseringsrörelsen i Sverige
Började vid 30-talets slut, peak under 60-talet Brukstraditioner hindrade rationaliseringar Arbetsstudier (MTM – Metod, Tid, Mätning) Funktionella verkstäder
 Funktionella verkstäder.")
19
Tidsstudier

20
Funktionella verkstäder
Masstillverkning är ofta ej möjlig Ofta blandad tillverkning i korta serier Alla maskiner med en viss funktion samlades till funktionella grupper (t ex beredning, svetsning, målning, montering) De olika produkterna flödade genom dessa Bemannades med specialister Modularisering => divergerande produktion
 De olika produkterna flödade genom dessa. Bemannades med specialister. Modularisering => divergerande produktion.")
21
Vanliga layoutalternativ

22
Problem med funktionella verkstäder
Betydande kapitalbildning Problem med kapacitetsutnyttjandet (MAX-principen gick ej att genomföra) Störningskänsliga system (köbildning, flaskhalsar) Långa genomloppstider – mkt mellanlagring och transporter
 Störningskänsliga system (köbildning, flaskhalsar) Långa genomloppstider – mkt mellanlagring och transporter.")
23
Flödesgrupper Grupp av maskiner där all bearbetning sker för en och samma produkt inom en viss del av produktionskedjan Dominerande maskin och kompletterande maskiner Enkelt, rakt flöde inom gruppen Lokal planering Förändrade belöningssystem Kortare genomloppstider, mindre personalomsättning

24
Vanliga layoutalternativ

25
Efter rationaliseringsrörelsen: MA (materialadm)
Dubbelt problem: Kundanpassning och lågt kapacitetsutnyttjande, ej produktionslayouten i sig Mål: Minskad kapitalbindning och ökad genomloppshastighet Strategi: Minimera ständigt produkter i arbete (PiA) Kundorderstyrning
 Kundorderstyrning.")
26
Produktverkstäder Ett komplett tillverkningsförlopp för en produkt eller produktfamilj Marknadsorienterat Kvalitet gemensam angelägenhet Självstyrande grupper

27
Vanliga layoutalternativ

28
Automatiserad produktionsorganisation
NC-teknik (numeric control) – programmerade maskiner med korta ställtider Robotisering Automatiska lager och transportsystem FMS – flexible manufacturing systems – maskinerna kopplas ihop till hela produktionssystem
 – programmerade maskiner med korta ställtider. Robotisering. Automatiska lager och transportsystem. FMS – flexible manufacturing systems – maskinerna kopplas ihop till hela produktionssystem.")
29
Automatiserad produktionsorganisation
PBB – Produktion med begränsad bemanning CAD/CAM – Computer aided design / Computer-aided manufacturing EDI – Electronic data interchange Processindustrin förebild (fungerade ej)
")
30
Japansk produktionsorganisation
Lean production Flexibel personal Högt maskinutnyttjande Korta omställningstider Små partistorlekar Minimala förråd & mellanlager (JIT) Nollfelstillverkning i st f optimering Kaizen – ständig förbättring Kanban – skapa efterfrågesug genom bakåtordrar
 Nollfelstillverkning i st f optimering. Kaizen – ständig förbättring. Kanban – skapa efterfrågesug genom bakåtordrar.")
31
Och sedan då? Hyperkonkurrens innebär fokus på produktutveckling
Produktion och marknadsföring centralt för globala strategier Ständig kvalitets- och flexibilitetsjakt Och människan då?

32
2. Processproduktion Betecknar ett produktionssystem som är fullständigt automatiserat/datoriserat, där operatörens roll är att övervaka att processen fortgår som planerat och vid behov korrigera avvikelser i denna. Processen i sig innebär en divergerande, komplex omvandling av ett råmaterial till olika förädlade produkter Processen är ett ständigt flöde, ej en serie självständiga ”items” som förädlas Kemisk industri, kraftproduktion, metallindustri etc etc

33
Processproduktionen som tekniskt ideal
Fullständigt automatiserat Fullständigt förutsägbart Fullständigt programmerbart Effektivisering och rationalisering en rent teknisk fråga – optimering mellan processekonomi och arbetsekonomi Liten, platt organisation bestående av ett fåtal högt kvalificerade operatörer

34
Processproduktion som mänskligt ideal?
Människan ej längre en aktiv producerare, utan ”enbart” en övervakare som bereder, reglerar och administrerar processen – lös tidskoppling Människan den som rycker in och korrigerar processen vid kriser och störningar – hård tidskoppling Ostandardiserade, komplexa arbetshandlingar med höga krav på självorganiserat samarbete och problemlösning

35
Så olikt massproduktion?
Nej – egentligen massproduktion driven till sin spets. I övrigt samma problem med kapitalrationalisering, genomloppstider, ställtider, kvalitetsstyrning etc Ja – processens logik är annorlunda och arbetsinnehållet för operatörerna är annorlunda – ett bättre och mer kvalificerat arbete, oftast

36
Vikten av ständig produktutveckling
Produkterna och produktionssätten oftast standardiserade i hela branschen, nyheter sprider sig fort Priset en viktig variabel Applikationsfantasi Grundforskning Produktutveckling och processförbättringar hänger ihop

37
Vikten av marknadsföring
Typiskt B2B – goda, långsiktiga, förtroendefulla kundrelationer centralt Produkten i sig standardiserad Varumärke, innovationsförmåga Miljömedvetenhet - råvaruleverantör

38
3. Enstycksproduktion och projekt: Varför nya organisationsformer?
Traditionell uppdelning av industriella produktionsformer - Enstycksproduktion - Massproduktion - Processproduktion Rationalitet, standardisering, hierarkisk organisering, repetitivitet, boundary spanning & control

39
Utvecklingstendenser
Avancerad enstycksproduktion viktigare Kundanpassning och komplexitet ökar Ständiga utvecklings- och förändringsbehov Internationalisering & marknadsomdefinieringar Allianser och samarbeten mellan företag krävs Ny och särpräglad kompetens krävs Byråkratiproblem i befintliga storföretag => Projektorganisationer i stället för byråkratier

40
Projekt: Definition en unik, icke repetitiv uppgift
med ett förutbestämt leveransdatun specifierat utifrån ett eller flera mål bestående av ett antal komplexa och ömsesidigt beroende aktiviteter

41
Projekttyper Målet känt Målet okänt Tillvägagångs-sättet känt
”Byggprojektet” ”Mjukvaru-utveckling” Tillvägagångs-sättet okänt ”Produkt-utveckling” ”Organisations-förändring”

42
Söderlunds projekttyper
Affärsprojekt Utvecklingsprojekt Förändringsprojekt

Liknande presentationer



 avseende.>")




 5. Problem med nedskräpning (fråga 1a) 6. Problem med skadegörelse (fråga 1b)>")










