Ladda ner presentationen
Presentation laddar. Vänta.

1
Specialmaskiner Välfärdens arbetshästar
= maskiner byggda speciellt för en viss produkt Bearbetning med många verktyg samtidigt =>hög produktionstakt Välfärdens arbetshästar

2
Hög automatiseringsgrad
Hög produktionstakt Dimensionering för uppgiften Ofta enkel teknik Sammanbyggnad => färdigtillverkning i sammanhängande följd

3
Exempel på produkter

4
Många olika tillämpningar:
Verkstadsindustrin: - skruv, spik, brickor - kullager, tändstift, kontakter, armaturdetaljer - bilmotorer, symaskiner, mobiltelefoner Träindustrin: - möbler, galgar, borstar, tändstickor, fönster, dörrar, handtag

5
Livsmedelsindustrin: - konserver, drycker, charkuterier, bröd
Läkemedelsindustrin: - tabletter, bandage, kosmetika Tjänster - varuförsäljning, växling av pengar, analyser av prov

6
Uppdelning av uppgifter inom verkstadsproduktion
Bearbetning/detaljtillverkning Montering Kontroll Paketering Ofta vill man uppnå färdigtillverkning direkt (Komplettmaskin)
")
7
Fördelar: Hög produktionstakt Hög automatiseringsgrad Måttlig kostnad
Dimensionerad efter produktens behov Ofta hög driftssäkerhet Överlägsen produktionsekonomi vid stora serier

8
Nackdelar Lång ledtid att bygga
Kräver stora antal (många produkter per år i flera år) Svårt att ändra konstruktionen Ibland misslyckade teknikval
 Svårt att ändra konstruktionen. Ibland misslyckade teknikval.")
9
Enstationsautomater

10
Press Utstötarcylinder Plockrobot Vibrationsmatare Att släppa orienteringen är dock att släppa en del av detaljens värde.

11
Om man har släppt orienteringen kan man, i nästa operationssteg tvingas återorientera den i en ny vibrationsmatare.

12
Robot Exempel på en specialcell som är byggd med flexibla komponenter. En transportbana ger bibehållen orientering för detaljerna Fräsmaskin Stapelmagasin Fixtur Transportbana med stegvis frammatning

13
Ställbara stativ används för att rigga upp bearbetningsen-heter i de olika lägen som produkten fordrar Men om det är många hål och andra formelement på detaljen blir det trångt i bearbetnings-utrymmet

14
Tryckluftsdriven borrenhet
Man försöker bygga borrenheter så kompakta som det går Ställbart stopp Tryckluftskolv för matning Hydraulisk bromskolv Luftmotor Chuck

15
Det finns också elektriskt drivna borrenheter
Det finns också elektriskt drivna borrenheter. De har bättre verkningsgrad

16
Elektrohydraulisk borrenhet

17
Det finns många dimensioner och typer av maskinenheter
Borr- gäng- och fräsenheter Skruvdragare Elektriska tolkar för hålmätning

18
Det är ofta begränsningar för hur tätt man kan sätta olika maskinheter
Flerspindlig långhålsborrning Automatisk övervakning av matningskraften för att få larm vid skärhaveri

19
Typiskt är att man också specialutformar verktygen så att de kan göra flera operationer samtidigt. Syftet är att få maskinen enklare I detta fall kombineras en borr med en försänkare

20
Exempel på möjliga borrverktyg i en specialmaskin

21
Länkspindelborrhuvud
Med flerspindliga borrhuvuden kan man öka antalet borrande verktyg

22
Som regel behöver borrarna i ett flerspindligt huvud styrning av borrbussningar i borrbussningsplatta, även kallad ”jigg” Borrbussning Jigg

23
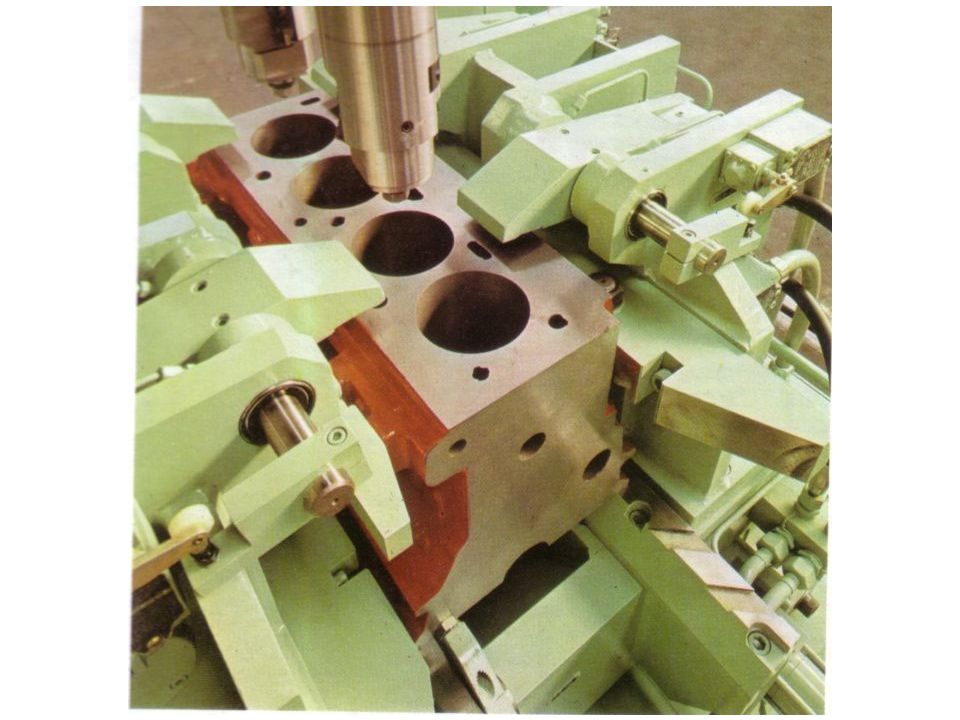
Automat med tre samverkande borrhuvuden

24
Man kan också bygga in kraftigt dimensionerade spindlar i specifika hålmönster. Då slipper man ofta använda jiggar (borrbildsplattor) för att styra verktygen
 för att styra verktygen.")
25
Fastspänningen av arbetsstycket kan, i enkla fall, göras med manuella spänndon
En bättre lösning är att använda pneumatiska spänndon (ca 7 bar)
")
26
Störst spännkraft uppnås med hydrauliska spänndon (ca 300 bar)
")
27
En stor mängd olika slags hydrauliska spännanordningar förekommer

28
För uppspänning används också:
-chuckar -hydrauliska skruvstycke -expanderande dornar mm

29
Enstationsautomat för borrning av hål i en stol
Vad gör man om hålen ska gängas också? Vad gör man om bearbetningsenheterna inte får plats invid varandra? Svar: Bygger flera olika specialmaskiner som används i följd efter varandra

30
Flerstationsautomater
När man inte längre får plats med maskinerna kan man automatiserat flytta arbetsstyckena mellan arbetsstationer Enkel rundbordsautomat med fixering i de olika bearbetningsstationerna

31
En vanligare lösning är att man har fixturer som håller detaljerna inspända hela tiden medan de befinner sig på rundbordet Borrbildsplattor kan då vara integrerade i fixturerna Bilden visar en rundbordsautomat av sk planettyp. Fixturerna kan här vrida sig på bordet för att möjliggöra åtkoms för verktygen från alla sidor.

32
Ett problem är att kunna överföra hydrauloja och elsignaler till fixturerna på ett roterande bord
Signalledningar måste, med traditionell teknik, kopplas via släpringskontakter Svivel är en roterande koppling för att överföra hydraulolja eller tryckluft till ett roterande bord

33
Ett annat problem är att lösa uppspänningen av detaljerna:
Så länge maskinerna är små kan det gå att ha en manuell station där en operatör drar fast arbetsstyckena med hjälp av skruvdragare eller snabbspännare Vid kraftigare bearbetning och stora tillverkningsantal måste man ha hydraulik:

34
Ofta är det ganska enkelt att bygga en mindre rundbordsautomat
Rundbordet drivs av en pneumatisk cylinder via en spärrmekanism

35
Vid större och tyngre rundbord måste indexrörelsen vara mjuk
Vid större och tyngre rundbord måste indexrörelsen vara mjuk. Det kan uppnås med en mekanism i form av malteserkors För att uppnå tillräcklig noggrannhet måste stora rundbord låsas med expanderande indexpinnar Indexpinne Den moderna lösningen är att ha numerisk styrning av indexrörelsen

36
Det finns en övre gräns för hur stora rundbord som kan byggas.
Värmerörelser, lagernoggrannheter mm sätter en gräns för diametern och vikten

37
Klassisk transfermaskin
När man behöver ha många stationer och tyngre produkter är den rätta lösningen en rak klassisk transfermaskin

39
Frammatningen av detaljerna görs med en fram- och återgående taktstång
En fyrledsmekanism med frihjul kan vara ett annat alternativ för frammatningen

40
Om detaljerna har oregelbunden form måste man ha medlöpande fixturer

41
Transfermaskin med medlöpande fixturer

42
Hydraulisk fastspänning på medlöpande fixtur

43
Längre avstånd mellan stationerna ökar åtkomligheten

44
Många utföringssätt är möjliga
Fritransfersystem kan innebära färre fixturer

45
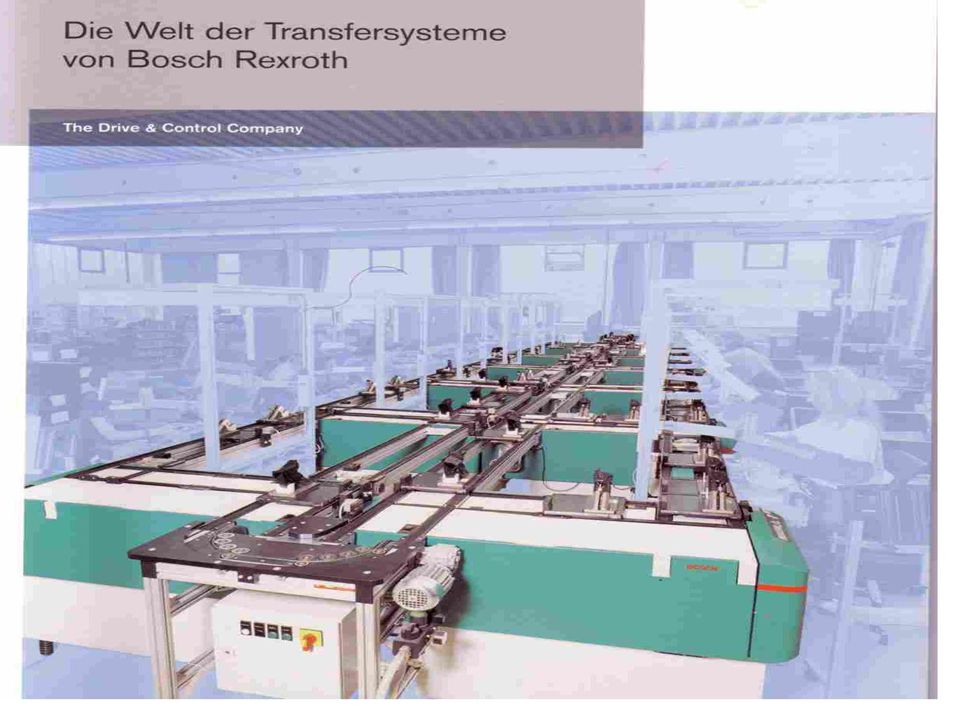
Det går också att bygga lättare och billigare, helt eller delvis automatiserade liner.
Flexibiliteten ökar när man har vägalternativ och buffertar

47
Robotlina för punktsvetsning
Transfermaskin eller flexibel robotcell?

48
Rundbordsautomat eller robotcell?

49
Tvåspindlig frontsvarv

50
Tvåstationsautomat En fördel är att hydraulik kan tillföras spänndonen utan problem En nackdel är att produktionshastigheten kraftigt försämras jämfört med en transfer eller rundbordsautomat

51
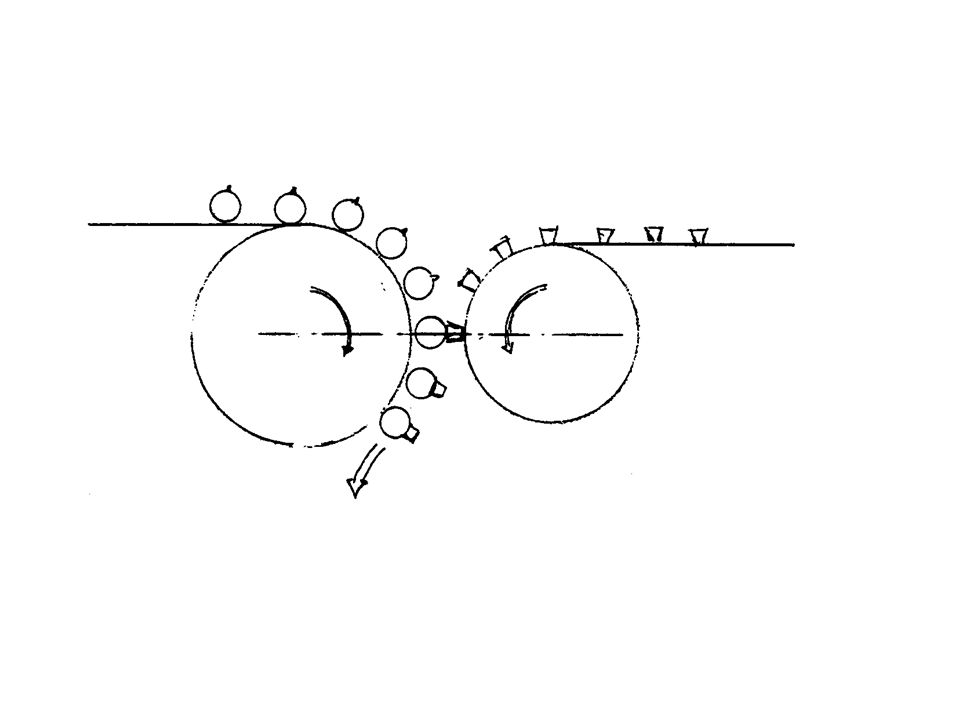
Kontinuerligt arbetande specialmaskiner

53
Några slutsatser: Specialmaskiner kan ge oslagbar ekonomi när en produkt (eller en grupp snarlika produkter) ska tillverkas i stort antal under en längre tid. Man strävar efter automatiserad färdigtillverkning i sammanhängande operationssekvens. Därför används många samtidigt arbetande verktyg. Utrymmesbrist och kostnadsminimering driver lösningarna mot användning av maskinenheter som bara gör de rörelser som behövs dvs enkla fram och återgående rörelser. Krav på hög driftssäkerhet främjar användning av enkla och beprövade tekniska principer
 ska tillverkas i stort antal under en längre tid. Man strävar efter automatiserad färdigtillverkning i sammanhängande operationssekvens. Därför används många samtidigt arbetande verktyg. Utrymmesbrist och kostnadsminimering driver lösningarna mot användning av maskinenheter som bara gör de rörelser som behövs dvs enkla fram och återgående rörelser. Krav på hög driftssäkerhet främjar användning av enkla och beprövade tekniska principer.")
Liknande presentationer