Ladda ner presentationen
Presentation laddar. Vänta.

1
Roland Carlsson Logistik, Business Logistics Materialförsörjning Materials Management Produktionsstyrning Production Control Fysisk distribution Physical Distribution LeverantörInköp Råmaterial- lager ProduktionFörsäljningLagerKund Outbound LogisticsInbound Logistics Supply Chain Management Kvalitet Information

2
Roland Carlsson Logistik, Business Logistics Supply Chain Management Kvalitet Information Materialförsörjning Materials Management Produktionsstyrning Production Control Fysisk distribution Physical Distribution LeverantörInköp Råmaterial- lagerProduktion FörsäljningLagerKund Outbound LogisticsInbound Logistics

3
Roland Carlsson Att sträva efter att sänka den totala kostnaden för materialflödet i stället för enskilda kostnadsposter Detta innebär att: Man kan tillåta att en enskild kostnad ökar om den totala kostnaden därmed minskar!

4
Roland Carlsson Många metoder för att lösa detta Några exempel: Wilsonformeln Wagner & Whitin Silver & Meal Least Unit Cost

5
Roland Carlsson Kostnad Totalkostnad Lagringskostnad Ordersärkostnad Orderstorlek Optimal orderstorlek

6
Roland Carlsson Q = Orderkvantitet (st) K = Ordersärkostnad (kr/gång) D = Efterfrågan (st/tidsenhet) V = Produktens värde (kr/st) (i boken kallad p ) W = Lagringskostnad, lagerränta (%/tidsenhet) (i boken, r )
 K = Ordersärkostnad (kr/gång) D = Efterfrågan (st/tidsenhet) V = Produktens värde (kr/st) (i boken kallad p ) W = Lagringskostnad, lagerränta (%/tidsenhet) (i boken, r )")
7
Roland Carlsson Vid inköp Orderläggning Leveransbevakning Godsmottagning Ankomstkontroll Inlagring Ankomstrapportering Fakturakontroll Betalning

8
Roland Carlsson Vid beordring från egen produktion Orderplanering Framtagning av produktionsunderlag Materieluttag ur förråd Framtagning av verktyg Omställning av maskiner, STÄLLKOSTNAD Interna transporter Slutkontroll Inlagring, inrapportering

9
Roland Carlsson

10
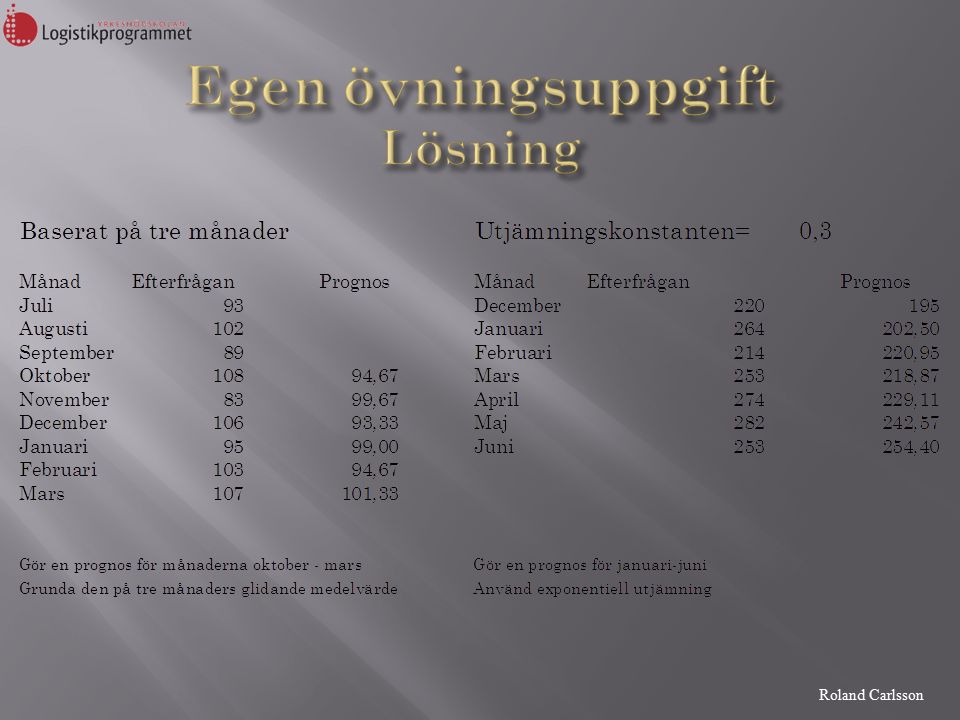
Företaget MoS, Möbler och Sån´t, tillverkar bla fåtöljen ”Exklusiv”. Till denna köper man in ben som är tillverkade av ädelträ. Det totala årsbehovet uppgår till 32 000 ben/år (fyra per fåtölj) och behovet är jämnt fördelat över året. Inköpspriset för ett ben är 55 kr. I samband med varje beställning har man en fast administrativ kostnad om 150kr för fakturahantering o dyl. Transportkostnaden består av en fast del om 400kr och en rörlig del om 0,25kr/st. Företaget tillämpar en lagerränta på 30% Hur många ben ska man köpa in vid varje inköpstillfälle? Hur stor är den totala inköpskostnaden för ett år? (Den del som påverkas av partiformningen) Använd Wilsonformeln och formeln för C tot.
 och behovet är jämnt fördelat över året. Inköpspriset för ett ben är 55 kr. I samband med varje beställning har man en fast administrativ kostnad om 150kr för fakturahantering o dyl. Transportkostnaden består av en fast del om 400kr och en rörlig del om 0,25kr/st. Företaget tillämpar en lagerränta på 30% Hur många ben ska man köpa in vid varje inköpstillfälle. Hur stor är den totala inköpskostnaden för ett år. (Den del som påverkas av partiformningen) Använd Wilsonformeln och formeln för C tot..")
11
Roland Carlsson MoS köper också in sitsen, en spiralfjädersbotten, till fåtöljen. Man köper in 8 000 st om året och förbrukningen av dessa är jämnt fördelad, precis som för fåtöljen. Inköpspriset är 86 kr/st. De administrativa kostnaderna vid en beställning uppgår till 150 kr. Man har också lyckats träffa ett avtal med en åkare om en fast transportkostnad oavsett hur många bottnar som levereras. Priset för detta är 400kr. Företaget satsar på att hålla sina lagernivåer nere så man har satt lagerräntan till 30% Det blir nu din uppgift att beräkna hur många spiralfjädersbottnar som ska köpas in vid varje tillfälle. Du ska också göra lite andra beräkningar enligt nedanstående: a)Hur många bottnar ska man köpa in åt gången för att den totala kostnaden ska bli så liten som möjligt? b)Hur många inköpstillfällen om året blir det med denna partistorlek? c)Hur stor blir den totala inköpskostnaden? d)Hur stor är den genomsnittliga kapitalbindningen i förrådet? Ledning: Titta på hur stort medellagret är och priset för sitsen. e) Fundera också på vad som händer om leverantören erbjuder ett lägre pris, 82 kr/st, om du köper 2 000 sitsar i taget.
Hur många bottnar ska man köpa in åt gången för att den totala kostnaden ska bli så liten som möjligt. b)Hur många inköpstillfällen om året blir det med denna partistorlek. c)Hur stor blir den totala inköpskostnaden. d)Hur stor är den genomsnittliga kapitalbindningen i förrådet. Ledning: Titta på hur stort medellagret är och priset för sitsen. e) Fundera också på vad som händer om leverantören erbjuder ett lägre pris, 82 kr/st, om du köper sitsar i taget..")
12
Roland Carlsson Logistik, Business Logistics Materialförsörjning Materials ManagementProduktionsstyrning Production Control Fysisk distribution Physical Distribution LeverantörInköp Råmaterial- lager FörsäljningLagerKund Outbound LogisticsInbound Logistics Supply Chain Management Kvalitet Information Produktion

13
Roland Carlsson Produktionsplanering Inköp Lagerhållning Distribution Strategifrågor För att kunna planera och utnyttja resurserna på bästa sätt

14
Roland Carlsson 1. Definiera syftet med prognosen Vad ska prognosen användas till? Tidshorisont och periodisering? Måttenhet för material- och produktionsflödet? 2. Vilka data är relevanta? Analysera datamaterialet 3. Kartlägg de faktorer som kan påverka behov eller förbrukning. Tre steg

15
Roland Carlsson Bedömningsmetoder Delphi-undersökningar Analogimetoder Kartläggningsmetoder Beräkningsmetoder Finns ett stort antal Bygger på historiska uppgifter

16
Roland Carlsson

17
Faktorer som kan påverka behov eller förbrukning

18
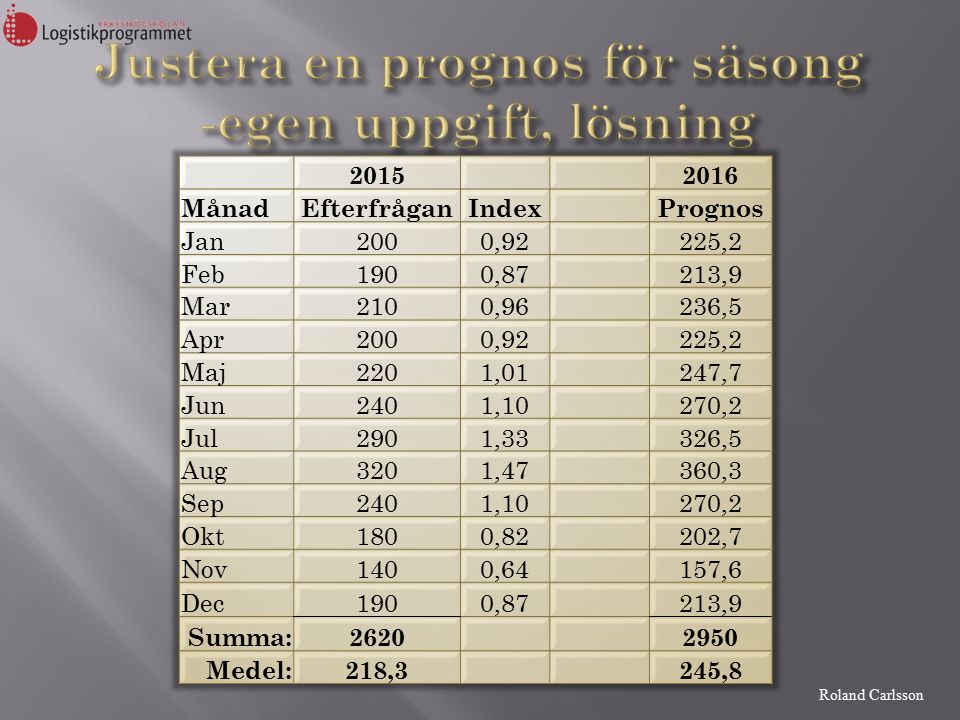
Roland Carlsson +50

19
Roland Carlsson Detta ger för t = januari

20
Roland Carlsson

27
Divergent produktion Kännetecknas av: Ett eller ett fåtal råmaterial resulterar, efter bearbetning, i ett flertal slutprodukter Konvergent produktion Kännetecknas av: En stor mängd råmaterial och köpkomponenter resulterar i en eller ett fåtal slutprodukter

28
Roland Carlsson Enstycksproduktion: Produktion av varje enskild produkt för sig Serieproduktion: Produktion av en mängd produkter av liknande slag i en och samma serie Kontinuerlig produktion: Produktion av en och samma produkt kontinuerligt

29
Roland Carlsson Lagerorderstyrd produktion: Vanligt för standardiserade produkter. Kräver prognoser och låga framställningskostnader Kundorderstyrd produktion: Vanligast då det finns kundspecifika krav. Kräver flexibilitet och korta ledtider Kundorderpunkt: Ett mellanting som blir allt vanligare. Punkten i produktionen där produkten blir kundspecifik

30
Roland Carlsson Planering: Handlar om att på förhand bestämma vad och vilka mängder som ska tillverkas var och när Kontroll: Man följer upp planerna för att kontrollera mot ”verkligheten”. Vad blev det? Styrning: Som en följd av kontrollen sätter man in åtgärder vid avvikelser från planen

31
Roland Carlsson Sälj och verksamhetsplanering Tidshorisont: 1 - 2 år. Periodlängd: Kvartal – månad Omplanering: Kvartalsvis - månadsvis Huvudplanering Tidshorisont: 0,5 - 1 år. Periodlängd: Månad – vecka Omplanering: Månadsvis – veckovis Orderplanering Tidshorisont: 1 – 6 månader. Periodlängd: Vecka - dag Omplanering: Veckovis – dagligen Detaljplanering Tidshorisont: 1 – 4 veckor. Periodlängd: Dag - timme Omplanering: Dagligen

32
Roland Carlsson Ofta moduluppbyggda Några exempel på ingående moduler Produktionshantering Materialplanering Inköpsplanering Kundorderhantering För- och efterkalkyler Oftast datorbaserade Dock inte nödvändigtvis

33
Roland Carlsson Kopplas ofta ihop med andra informationssystem inom företaget ERP – system integrerar alla funktioner i företaget i ett enda system Nu också vanligt med koppling till system utanför det egna företaget t ex Kunder Leverantörer Webshop

34
Roland Carlsson Tre huvudprinciper MRP OPT JIT

35
Roland Carlsson För produktionsplanering behövs register över: Resurser Operationer Artiklar Produktstrukturer

36
Alla fysiska produkter kan beskrivas med produktstrukturer Visar produktens beståndsdelar i form av ingående material Är uppdelad i olika nivåer som beskriver det successiva färdigställandet Översta nivån visar slutprodukten Nedersta nivån visar köpdetaljer

37
Roland Carlsson Smal och djup Ett råmaterial som i steg omvandlas till slutprodukten

38
Roland Carlsson Bred och grund Många köpkomponenter som monteras ihop till slutprodukten

39
Roland Carlsson Bred och djup Många köpkomponenter och förädlings- steg för att komma till slutprodukten

40
Roland Carlsson Huvudproduktionsprogram Bruttobehovsberäkning Avstämmning mot lagernivå Starttidsättning Partiformning Nedbrytning till närmast underliggande nivå BehovsplanerKapacitets-/resursplaner

41
Roland Carlsson Huvudproduktionsprogram Behovsplaner Kapacitets-/resursplaner MRP Behovs- och tillverkningsplaner Problem? Ja Nej Justering av huvudproduktions- program Kundorder, prognos Preliminär produktionsplan Grovplanering Resurs o kapacitet Beläggning Problem? Ja Nej Justering av preliminär produktionsplan (manuell) En utveckling av MRP med större focus mot resurser
 En utveckling av MRP med större focus mot resurser.")
42
Roland Carlsson Företaget MoS tillverkar bla en svart fåtölj, artikel 5000, och en vit fåtölj, 5000-1. Med hjälp av en prognos och inneliggande kundorder har man fastställt ett produktionsprogram enligt nedastående. Tabellen visar behovet av 5000 respektive 5000-1under vecka 1 tom 12. Fåtöljerna har bla en gemensam ingående artikel, Ben i ädelträ nummer 5010, som är en köpartikel (köps färdig från leverantör). Det går åt fyra ben till varje fåtölj. En annan gemensam artikel är Spiralfjädersbotten, 5006. Det behövs en sådan till varje fåtölj. Gör en materialbehovsplanering gällande artikel 5010 för vecka ett till tolv. Produktionsprogram Vecka Prod 123456789101112 5000150170200180 200160170160180200 5000-150605040 503050 70 80 Data om artikel nummer 5010 och 5006 ArtikelPartistorlekLedtidSaldo (vecka 1) 50101460 st2 veckor2000 st 50062000 st1 vecka900 st
. Det går åt fyra ben till varje fåtölj. En annan gemensam artikel är Spiralfjädersbotten, Det behövs en sådan till varje fåtölj. Gör en materialbehovsplanering gällande artikel 5010 för vecka ett till tolv. Produktionsprogram Vecka Prod Data om artikel nummer 5010 och 5006 ArtikelPartistorlekLedtidSaldo (vecka 1) st2 veckor2000 st st1 vecka900 st.")
43
Roland Carlsson Nettobehov Vecka nummer Artnr 50001234567891011121314 Behov 5000 (4 för varje) 150170200 Behov 5001 (4 för varje) 506050 Bruttobehov 8009201000 Lagersaldo 2000 st 1200280740 Nettobehov 720 Order- kvantitet 1460 Startvecka för order 1460
 Behov 5001 (4 för varje) Bruttobehov Lagersaldo 2000 st Nettobehov 720 Order- kvantitet 1460 Startvecka för order 1460")
44
Roland Carlsson Nettobehov Vecka nummer Artnr 50001234567891011121314 Behov 5000 (4 för varje) 150170200180 200160170160180200 Behov 5001 (4 för varje) 50605040 503050 70 80 Bruttobehov 8009201000880 1000760880840100010801120 Lagersaldo 2000 st 1200280740132044090014072013403407201060 Nettobehov 720140560740120740400 Order- kvantitet 1460 Startvecka för order 1460
 Behov 5001 (4 för varje) Bruttobehov Lagersaldo 2000 st Nettobehov Order- kvantitet 1460 Startvecka för order 1460")
45
Roland Carlsson En kombination av MRP och JIT Söker råda bot på svagheterna i MRP Integreras ofta med MRP-lösningar Målstyrd produktion Hitta flaskhalsarna och utnyttja dem till 100%

46
Roland Carlsson 1. Balansera flödet, inte kapaciteten. 2. Utnyttjande av icke flaskhalsar bestäms inte av dess egen potential, utan av någon annan begränsning i systemet. 3. Utnyttjande och aktivering av resurser är inte samma sak. 4. Förlorad tid i en flaskhals är en för evigt förlorad tid. 5. Sparad tid i en icke-flaskhals har inget värde.

47
Roland Carlsson 6. Flaskhalsarna styr både systemets genomflöde och lager. 7. Försörjningspartiet bör inte, och ska ofta inte, vara lika stort som produktionspartiet. 8. Produktionspartiet ska vara variabelt, inte fast. 9. Planering ska göras med hänsyn tagen till systemets samtidigt verkande begränsningar. Ledtider är en konsekvens av planeringen och kan inte bestämmas i förväg.

48
Roland Carlsson En vidareutveckling av OPT Utgångspunkten är att i alla system finns en eller flera begränsningar Begränsningarna kan vara t ex brist på kapacitet, tillgång på material eller marknadens efterfrågan Det är alltid en sådan begränsning som avgör vad systemet kan prestera Innehåller även metoder för t ex distribution, marknadsföring och problemlösning

49
Roland Carlsson Minska störningar, få ett jämnare flöde i kedjan Focus på den begränsande resursen, flaskhalsen Flaskhalsen är trumman som anger takten Buffert före och efter flaskhalsen ser till att det aldrig saknas material Repet är flödet vars tempo måste planeras utifrån den takt som trumman anger

50
Roland Carlsson Eliminera allt onödigt Allt onödigt är sådant som adderar kostnader men inte värde till en produkt Kundfocuserat, kundorderstyrt Köp in, producera och leverera just i tid Tid kostar och ska elimineras så långt som möjligt

51
Roland Carlsson Just In Time TQC Total Quality Control Stark betoning på kvalitet och på ”det enkla” ”Kanban” ”LEAN”

52
Roland Carlsson Tillverkningsorder Flöde Tillverkningsorder Flöde

53
Roland Carlsson Värdeadderande aktiviteter: Ger ett direkt värde för kunden. Kan t ex vara att man lackerar en bil Icke värdeadderande aktiviteter: Ger inget värde för kunden men förbrukar t ex tid, resurser, utrymme.... Kan t ex vara onödiga transporter eller onödig lagring Indirekt värdeadderande aktiviteter: Nödvändiga aktiviteter som inte ger något direkt värde för kunden. T ex administrativt arbete med löneutbetalningar Det finns tre olika aktiviteter i ett företag!

54
Roland Carlsson Överproduktion Väntan Onödiga transporter Onödigt eller felaktigt utfört arbete Onödigt stora lager. Gäller råvaror, PIA, färdiga produkter Onödiga rörelser och förflyttningar Misstag och korrigeringar Outnyttjad kreativitet Det finns åtta slöserier

55
Roland Carlsson Value Stream Mapping, värdeflödesanalys 5S – Sortera, Strukturera, Städa, Standardisera, Skapa vana Cell design, design och förbättring av arbetsplatsen Quick Change Over, snabba omställningar (SMED) Visuell styrning Några exempel
 Visuell styrning Några exempel")
56
Roland Carlsson Vägen till ständiga förbättringar. Att ständigt sträva efter detta Gäller såväl företaget som på det personliga planet Ingen process kan anses vara perfekt. Allt kan ständigt förbättras Förslagslådor och liknande viktiga verktyg (se det åttonde slöseriet)
.")
57
Roland Carlsson I. Det är en oljefläck på golvet. Varför? II. För att en maskin läcker olja: Varför läcker maskinen olja? III. För att packningen är sönder. Varför är den det? IV. Vi köpte undermåliga packningar. Varför då? V. Vi gick efter priset. Varför? Inköparna premieras för kortsiktiga besparingar. Att ständigt fråga: Varför????? - minst fem gånger

58
Roland Carlsson

Liknande presentationer




 Strategiska artiklar Icke kritiska artiklar (Standard) Flaskhals- artiklar Låg Extern påverkan Hög Hög Intern.>")






 Att.>")








